 原標(biāo)題:鋁壓鑄油底殼螺紋襯套余料回收的防錯(cuò)裝置開(kāi)發(fā)及應(yīng)用 隨著汽車(chē)供應(yīng)鏈管理水平的提高,全球汽車(chē)廠商為了加快汽車(chē)生產(chǎn)的速度及降低工人的勞動(dòng)強(qiáng)度,越來(lái)越多的汽車(chē)主機(jī)廠選擇采購(gòu)模塊化的零件總成進(jìn)行組裝。因此作為汽車(chē)零部件的供應(yīng)商必須承擔(dān)一部分零件的裝配工作。如果裝配的配件多,易出現(xiàn)大量的錯(cuò)裝、漏裝以及混裝等質(zhì)量問(wèn)題,給企業(yè)造成了很大的損失[1]。所以在產(chǎn)品裝配的工藝開(kāi)發(fā)的策劃階段,必須進(jìn)行充分的論證,針對(duì)易出錯(cuò)的部分確定相應(yīng)的方案,在設(shè)計(jì)源頭保證產(chǎn)品質(zhì)量。 以汽車(chē)發(fā)動(dòng)機(jī)的油底殼螺紋襯套裝配防錯(cuò)裝置的開(kāi)發(fā)及應(yīng)用來(lái)說(shuō)明防錯(cuò)工藝在我司的應(yīng)用。在現(xiàn)今一些油底殼的螺紋為保證強(qiáng)度,需裝配螺紋襯套安裝后,需要將余料在“V型”缺口處斷開(kāi)并去除。如果不除去余料,當(dāng)零件裝配到發(fā)動(dòng)機(jī)上時(shí),由于工作油壓或者汽車(chē)行駛中震動(dòng)等狀況,會(huì)導(dǎo)致余料的脫落,有可能導(dǎo)致發(fā)動(dòng)機(jī)油路堵塞或者供油不暢,造成汽車(chē)出現(xiàn)嚴(yán)重的故障,為此必須在裝配后將余料去除。根據(jù)以往在實(shí)際的裝配生產(chǎn)線上,用人手打掉余料,為防止因漏除余料或者余料掉落至產(chǎn)品中流到客戶處,每班生產(chǎn)完成后,由操作員去核對(duì)當(dāng)班余料數(shù)量與生產(chǎn)壓鑄件數(shù)量是否一致。一旦出現(xiàn)數(shù)量不符的情況,需要全檢當(dāng)班生產(chǎn)的產(chǎn)品,從而增加了不增值的工作量和人工成本。廣東鴻圖科技股份有限公司采用防錯(cuò)裝配機(jī)后,能100%保證余料被去除以及節(jié)省不必要的返工和返挑工序,在根源處遏制了不良發(fā)生,消除不良的流出,達(dá)到防錯(cuò)要求。
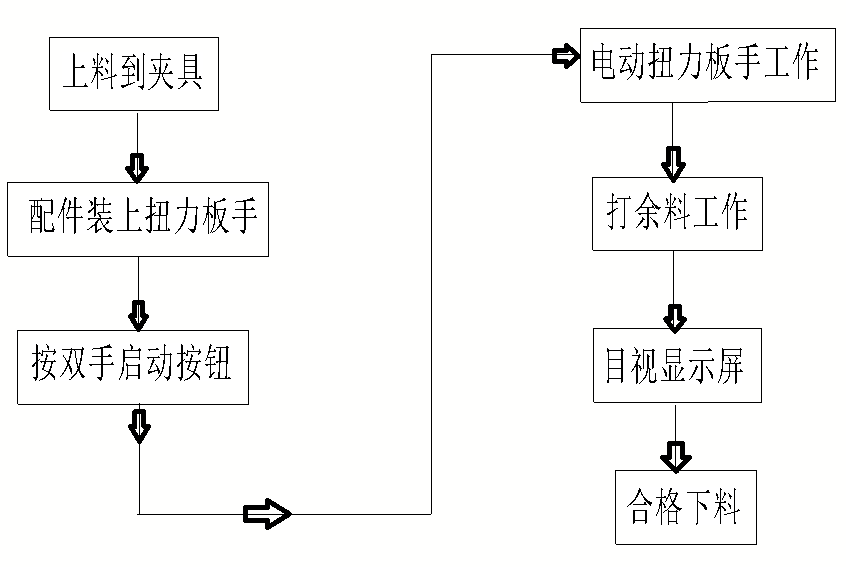
所謂裝配就是將各種零件、組件、部件,按規(guī)定的技術(shù)條件和質(zhì)量要求聯(lián)接組合成完整產(chǎn)品的生產(chǎn)過(guò)程[2,3]。根據(jù)產(chǎn)品裝配要求,設(shè)計(jì)工程流程見(jiàn)圖1。
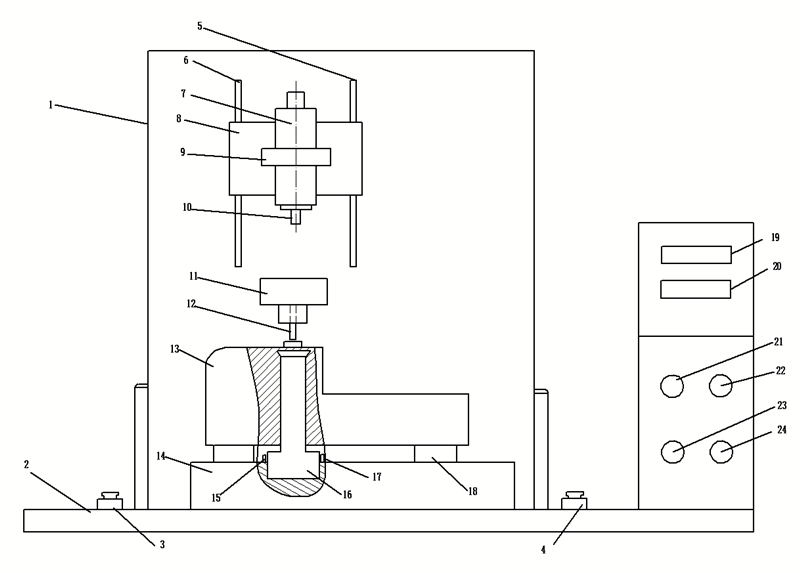
圖1 工作流程圖 圖2:為按照流程圖設(shè)計(jì)裝配機(jī)結(jié)構(gòu)示意圖。其工作流程如下:首先,當(dāng)人工將工件到裝配夾具時(shí),夾具感應(yīng)器的接近開(kāi)關(guān),檢測(cè)到工件就位時(shí),并將信號(hào)傳給PLC控制系統(tǒng),自動(dòng)計(jì)數(shù),在計(jì)數(shù)顯示屏顯示工件的裝夾次數(shù)。每裝一個(gè)工件,顯示屏?xí)塾?jì)壓鑄件數(shù)量為1.2.3.4…….10000的疊加,并會(huì)存下當(dāng)天日期數(shù)據(jù);然后安裝螺紋襯套到裝配螺紋襯套工具處。按雙手開(kāi)啟按鈕,電動(dòng)扭力板手自動(dòng)裝螺紋襯套,完成后電動(dòng)扭力自動(dòng)退出,然后用聯(lián)動(dòng)氣缸推動(dòng)除余料工具自動(dòng)除去余料,余料掉到對(duì)射式傳感器,對(duì)射式傳感器是光幕型光纖傳過(guò)器類(lèi)似光柵[4],有物體通過(guò)光幕,傳感器便會(huì)產(chǎn)生電信號(hào)反饋到PLC進(jìn)行程序計(jì)數(shù)。便會(huì)產(chǎn)生電信號(hào)反饋到PLC控制系統(tǒng),計(jì)數(shù)器就會(huì)累計(jì)余料數(shù)量,并在余料計(jì)數(shù)顯示屏上顯示余料數(shù)量。自動(dòng)識(shí)別數(shù)量是否一致;當(dāng)所累計(jì)的工件數(shù)量和螺紋襯套除余料數(shù)量一致,機(jī)器不報(bào)警并合格顯示燈為綠色,并且?jiàn)A具會(huì)自動(dòng)松開(kāi);若不一致,數(shù)量不一致顯示燈為紅色,并不可以松開(kāi)夾具,數(shù)量不一致需要按復(fù)位按鈕并檢查正在裝配的工件。
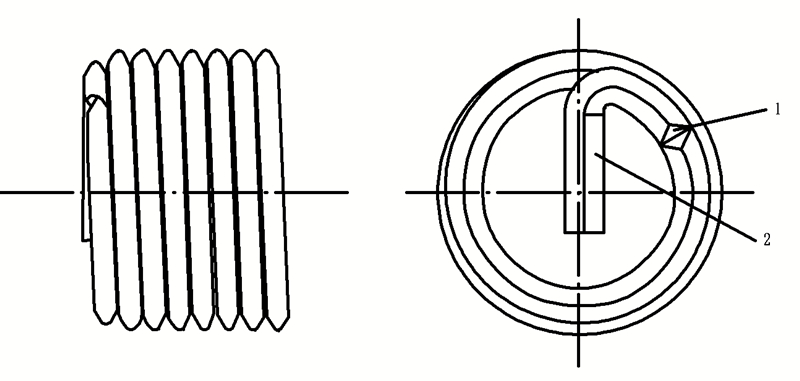
圖2 螺紋襯套裝配機(jī) 1.夾具背板、2.工作臺(tái)、3.雙手啟動(dòng)a、4.雙手啟動(dòng)b、5.道軌a、6.道軌b、7.電動(dòng)扭力板手、8.固定板、9.固定帶、10.裝配螺紋襯套工具、11.聯(lián)動(dòng)氣缸、12.除余料工具、13.壓鑄件、14.裝配夾具、15.對(duì)射式傳感器a、16.接余料盒子、17.對(duì)射式傳感器B、18.接近開(kāi)關(guān)、19.壓鑄件計(jì)數(shù)顯示器、20.余料計(jì)數(shù)顯示器、21.合格顯示燈、22.數(shù)量不一致顯示燈、23.急停按扭、24.復(fù)位按鈕。 2、裝配機(jī)使用說(shuō)明 螺紋襯套結(jié)構(gòu)見(jiàn)圖3和圖4,螺紋襯套上有一個(gè)“V型”缺口”與余料連接,余料主要作用是在螺紋襯套裝配到扭力板手上起定位作用。當(dāng)螺紋襯套安裝到螺紋內(nèi)部后,需要將余料在“V型”缺口處進(jìn)行斷開(kāi)并去除,不能留在產(chǎn)品內(nèi),“V型”缺口的作用是為了容易斷開(kāi)余料。
圖3 螺紋襯套結(jié)構(gòu) 1-“V型”缺口、2-余料
圖4螺紋襯套實(shí)物圖
人工上料自動(dòng)計(jì)數(shù),安裝螺紋襯套;當(dāng)使用時(shí),每裝一個(gè)工件,顯示屏?xí)塾?jì)壓鑄件數(shù)量為1.2.3.4…….10000,并會(huì)存下當(dāng)天日期數(shù)據(jù)。
圖7 余料去除完成后實(shí)物圖 3、結(jié)束語(yǔ) 在使用裝配螺紋襯套機(jī)并需要除掉余料的壓鑄件,利用對(duì)射式傳感器和PLC程序計(jì)數(shù)器的作用,確定壓鑄件和除掉余料數(shù)量,達(dá)到防錯(cuò)功能。既提高生產(chǎn)效率、減少因漏除余料或者余料留在工件內(nèi)的導(dǎo)致重新檢查時(shí)間,更重要是不良件不會(huì)流到客戶處引起質(zhì)量事故,同時(shí),節(jié)約人工成本,達(dá)到防錯(cuò)要求。 作者:盧廣英,汪學(xué)陽(yáng),趙善慶 廣東鴻圖科技股份有限公司 |


.jpg)

.jpg)
.jpg)