.png) 原標題:基于ProCAST的殼座壓鑄數值模擬及工藝優化 變送器是把傳感器的輸出信號轉變為可被控制器識別的信號的轉換器,其殼座支撐著變送器的儀表裝置,是變送器的重要組成部件。殼座的材質為YL113,強度夠,質量也輕。殼座采用壓力鑄造。相對其他工藝方法來說,壓力鑄造可以連續地、大批量地生產出與壓鑄型腔相符的壓鑄件,壓鑄件切削量少,可以很好地節約成本。 但是如何減少壓鑄件的缺陷,一直是生產的難題。采用人工試模,試驗周期長,成本也高。使用ProCast軟件,對殼座進行正交試驗的數值模擬,通過分析模擬結果,優化出合理的壓鑄工藝參數并應用于實際生產中,節省了人工試模的成本和時間。 一、殼座結構特點 殼座的尺寸為128 mm×116 mm×119 mm ,平均壁厚為7.86 mm,體積為-42.64 g•cm•K),模具與空氣的傳熱系數為10 W/(m2•K)。選擇高壓壓鑄,模擬終止步長為5000步。
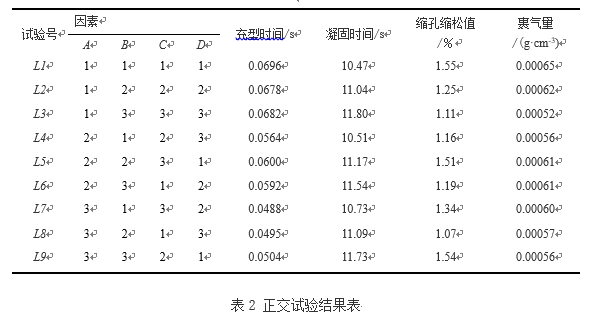
四、正交試驗設計及工藝參數優化 正交試驗設計 影響壓鑄件質量的因素有很多,例如內澆口的厚度大小及模具預熱溫度、澆注溫度、壓射速度等 。選擇壓射速度(A)、模具預熱溫度(B)、澆注溫度(C)、內澆口厚度(D)為因素,以充型時間、凝固時間、縮孔縮松量及裹氣量為指標建立4因素3水平正交試驗表。其中,縮孔、縮松量由平均體積分數來表示。表1為因素水平表,表2為正交試驗結果表。
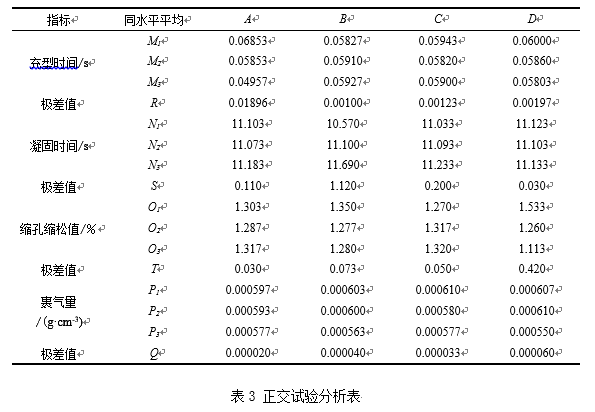
模擬結果分析 根據正交試驗的結果,分析鑄件充型、鑄件凝固及鑄件縮孔、縮松值的情況,得到分析結果見表3。
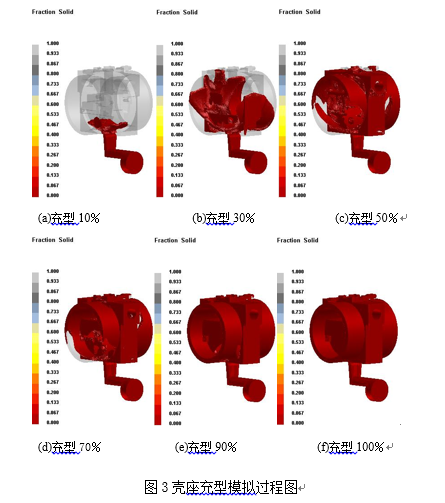
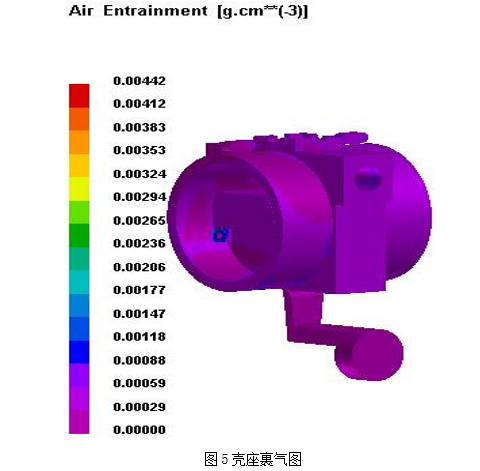
通過充型時間和充型指標兩個判斷標準來確定各組工藝參數下充型過程的好壞。充型指標是對在壓力鑄造過程中的流動狀態:層流、紊流、裹氣、沖刷、澆不足等現象的綜合評價。根據表3可知,壓射速度對鑄件充型時間的影響較大,當壓射速度越大,充型時間也就相對越少。由于在相同條件下,壓射速度越大,金屬液體進入內澆口的速度越大,導致了鑄件的充型時間越少。 凝固過程的模擬主要是觀察和分析溫度的的變化與趨勢。分析表3可知,模具預熱溫度對凝固時間的影響最大,這是因為模具預熱溫度越高,金屬液的散熱速度就越慢,凝固時間也就越長。 由表3可知,隨著壓射速度增大,鑄件的縮孔、縮松值呈現先減小再增加的趨勢。當壓射速度為3.4 m/s時,鑄件的縮孔、縮松值最小;隨著模具預熱溫度升高,鑄件的縮孔、縮松值也呈現了先減小再增加的趨勢,在預熱溫度為165 ℃時,鑄件的縮孔、縮松值最小;隨著澆注溫度升高,鑄件的縮孔、縮松值呈現增加的趨勢,在澆注溫度在590 ℃時,鑄件縮孔、縮松值最小;適當的增加內澆口的厚度,有利于減少鑄件裹氣缺陷及補縮壓力的傳遞,內澆口的厚度為2.4 mm時,鑄件的縮孔、縮松值最小。 優化后的工藝參數 在壓鑄生產中,鑄件的縮松、縮孔值和裹氣量應盡量少,以保證鑄件的強度。在保證鑄件質量的基礎上應盡量減少充型時間及凝固時間,來縮短鑄件的生產周期,提高生產效率。因此,以縮孔、縮松值和裹氣量為主,綜合考慮來確定優化的工藝參數為A2B2C1D3,即壓射速度為3.4 m/s,模具預熱溫度為165 ℃,澆注溫度為590 ℃,內澆口厚度為2.4 mm。 五、優化后的工藝參數數值模擬 根據優化出的工藝參數對殼座進行數值模擬,圖3為殼座充型模擬過程,圖4為殼座縮孔、縮松缺陷,圖5為殼座裹氣圖。
由圖3可知,金屬液經過直澆道、橫澆道及內澆口后,進入型腔內,先填充中央部分,然后向型腔四周填充,直到型腔被填滿,充型過程完畢。金屬流動方式總體平穩,流動狀態較好。
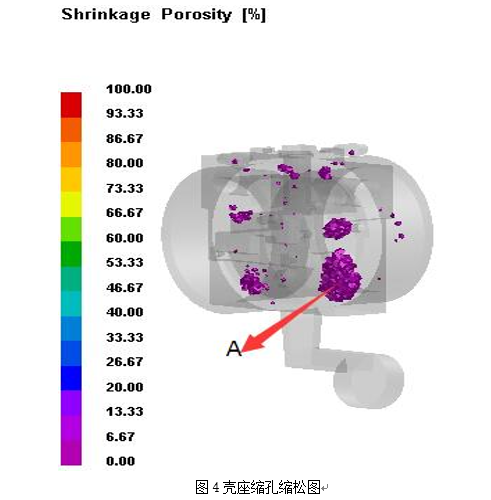
由圖4可知,鑄件的縮孔、縮松主要集中在鑄件壁厚較大的位置處。該位置不是受力部位,因而對鑄件的整體質量并沒有影響。
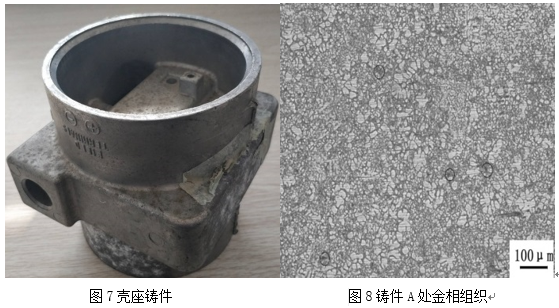
由圖5可知,殼座鑄件的裹氣部分主要集中在靠近內澆口處,由于內澆口附近金屬液流動速度相對較快,卷入的氣體也會較多。 用優化的工藝參數模擬得出的殼座鑄件充型時間為0.0 555 s,凝固時間為11.12 s,縮孔、縮松平均體積分數為1.10 %,平均裹氣量為0.00 059 g?cm-3,與9組正交試驗比較,總體相對較小,鑄件質量得到了較大提高,因此優化工藝可行。 六、生產驗證 選用J1125型臥式冷室壓鑄機,利用設計制造出的殼座壓鑄模具及優化的壓鑄工藝參數進行殼座壓鑄。圖7為生產出來的殼座,鑄件形狀清晰,未發現明顯缺陷。根據模擬結果對鑄件容易產生縮孔、縮松的位置(圖4中A點位置處)進行金相組織觀察,圖8為A處金相組織圖,可以看出鑄件微觀孔洞較少,且容易產生縮孔縮松的位置位于鑄件厚壁中間,不是工作位置,對鑄件質量影響較小。證明該鑄件質量合格,可以大批量生產。
七、結論 (1)對殼座壓鑄件進行了充型凝固過程數值模擬,優化出合理的內澆口厚度為2.4 mm和壓鑄件工藝參數:澆注溫度為590 ℃,模具預熱溫度為165 ℃,壓射速度3.4 m/s。 (2)建立正交試驗得出內澆口厚度對縮松縮孔的影響大于澆注溫度、預熱溫度和澆注速度的影響。
(3)根據模擬結果設計并制造出了殼座壓鑄模具,進行了壓鑄試驗,得到了合格的殼座壓鑄件,驗證了模擬結果的正確性且可應用于實際生產中。 |
.png)

.jpg)

.jpg)
.jpg)