.png) P-Q圖技術(shù),主要研究的是壓鑄高速填充階段,將壓鑄機(jī)為能量輸出端、模具為能量需求端,兩者共同作用的結(jié)果為鑄件。這種能量供需的結(jié)合,就形成了一個(gè)壓鑄機(jī)-壓鑄模系統(tǒng),這個(gè)系統(tǒng)得到合理匹配后,可提高壓鑄工藝的靈活性及鑄件的質(zhì)量。于壓鑄機(jī)而言,每臺(tái)壓鑄機(jī)的壓射系統(tǒng)都有自身的特性,即P-Q圖的設(shè)備線,它反映了壓室中最大金屬靜壓與流量的關(guān)系。于模具而言,當(dāng)澆排系統(tǒng)確定之后,這副模具也形成了其獨(dú)有的特性,即P-Q圖的模具線,它反映了內(nèi)澆口流量與壓射比壓的關(guān)系。根據(jù)鑄件工藝需要,模具需獲得一定的壓射能量才能保證壓鑄件成型。 本文主要以濾波器大腔體的壓鑄模,來(lái)介紹P-Q圖的推導(dǎo)、繪制,及驗(yàn)證模具設(shè)計(jì)與優(yōu)化壓鑄工藝的應(yīng)用。 一、P-Q圖的推導(dǎo)及繪制 1、P-Q圖的設(shè)備線 壓鑄機(jī)壓射有3種狀態(tài):正常壓射狀態(tài)、壓射沖頭停滯、壓射沖頭速度最大。 上述3種情況,可以用下式函數(shù)關(guān)系描述: (1)式中,Ps為壓射沖頭在料缸金屬液內(nèi)產(chǎn)生的有效壓力,MPa;Pa為儲(chǔ)能器壓力,MPa;vp為沖頭速度,m/s;vd為空壓射速度,m/s。見(jiàn)圖1所示。
圖1:壓鑄機(jī)壓射機(jī)構(gòu)簡(jiǎn)圖
(2)式中,P為壓射沖頭施于金屬液的壓力,MPa; As為壓射活塞面積,cm2;Ap為壓射沖頭面積,cm2; Q為金屬液流量,L/s; Qd為空壓射時(shí)等量的金屬液流量,L /s。
圖2:P-Q圖的設(shè)備線 2、P-Q圖的模具線 根據(jù)伯努利方程,同一流線上單位質(zhì)量流體的機(jī)械能總和不變,模具澆道處可為下式: (3)式中,H1為沖頭處的高度,mm;P1為沖頭作用在鋁液上的壓力,MPa;v1為沖頭的壓射速度,m/s;H2為內(nèi)澆口處高度,mm;P2為內(nèi)澆口出口處大氣壓,MPa;v2為金屬液內(nèi)澆口處速度,m/s。見(jiàn)圖3。
圖3:澆注系統(tǒng)示意圖
因?yàn)椋瑳_頭和內(nèi)澆口端面位置高度差不大,即(ρgH1-ρgH2)相對(duì)于P1是一個(gè)很小的值,所以H1、H2兩項(xiàng)斷面高度忽略不計(jì); 沖頭提供壓力P1>>>內(nèi)澆口出口處大氣壓P2(兩個(gè)數(shù)量級(jí)的差異),故P2可以忽略不計(jì); 沖頭速度v1<<<內(nèi)澆口處合金液速度v2,故v1可以忽略不計(jì); (4)金屬液有粘性,內(nèi)澆口截面積等因素影響,無(wú)法把壓力完全轉(zhuǎn)化成金屬液流速,用一個(gè)Cd加以考慮,稱為流量系數(shù),式(4)可為: (5)因?yàn)椋俣葀=流量Q/截面積A,根據(jù)式(5)壓射壓力P可為:
(6)P為壓射沖頭施于金屬液的壓力,MPa;ρ為金屬液密度,g/cm3;g為重力加速度,m/s2;Q為填充流量,L/s;Ag為內(nèi)澆口截面面積,cm2。
圖4:P-Q圖的模具線 其中,Cd為衡量能量損失的參數(shù),金屬液通過(guò)澆注系統(tǒng),從分流錐、橫澆道到內(nèi)澆口的過(guò)程中,會(huì)產(chǎn)生壓力(流量)的損失。損失的大小取決于澆注系統(tǒng)的幾何形狀、尺寸和表面粗糙度,損失的大小還與金屬液流速成正比。當(dāng)無(wú)流量損失,Cd=1;當(dāng)設(shè)計(jì)好的澆注系統(tǒng),Cd=0.8;當(dāng)設(shè)計(jì)一般的澆注系統(tǒng),Cd=0.6;當(dāng)設(shè)計(jì)差的澆注系統(tǒng),Cd=0.4-0.5。 二、壓鑄工藝窗口的制定 1、內(nèi)澆口速度參數(shù)的確定 依據(jù)鑄件平均壁厚、鋁液流動(dòng)距離、鑄件復(fù)雜程度、內(nèi)外質(zhì)量要求等,確定好符合鑄件條件的內(nèi)澆口速度vg范圍。再根據(jù)式(5),可將內(nèi)澆口速度vg轉(zhuǎn)換為壓射壓力P,并在P-Q圖中縱坐標(biāo)將其要求區(qū)間體現(xiàn)出來(lái),見(jiàn)圖5。
圖5:Vg轉(zhuǎn)換為P在P-Q圖中的體現(xiàn) 2、填充時(shí)間參數(shù)的確定 (7)式中,Q為填充流量,L/s ; V為模具型腔填充體積,mm3;t為填充時(shí)間,s。 依據(jù)鑄件平均壁厚、鋁液流動(dòng)距離、鑄件復(fù)雜程度、內(nèi)外質(zhì)量要求等綜合評(píng)估,確定好符合鑄件條件的填充時(shí)間范圍,再根據(jù)式(7),可將填充時(shí)間t轉(zhuǎn)換為填充流量Q,并在P-Q圖中橫坐標(biāo)將其要求區(qū)間體現(xiàn)出來(lái),見(jiàn)圖6。
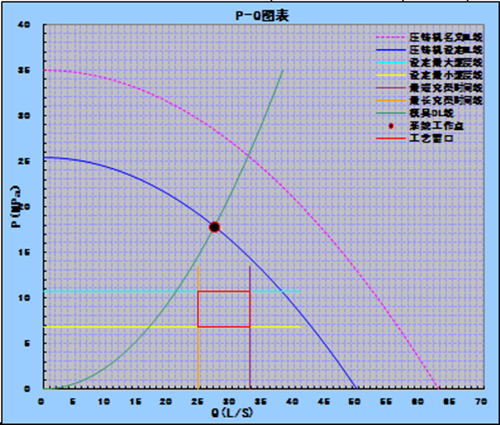
圖6:t轉(zhuǎn)換為Q在P-Q圖中的體現(xiàn)圖 3、壓鑄工藝窗口的確定 根據(jù)以上2.1、2.2分別確認(rèn)好鑄件所需的內(nèi)澆口速度范圍及填充時(shí)間范圍轉(zhuǎn)換為壓力P范圍和流量Q范圍后,在P-Q圖中兩者形成一個(gè)相交窗口,即工藝窗口,見(jiàn)圖7。
圖7:壓鑄工藝窗口示意圖 三、P-Q圖的設(shè)備線、模具線和壓鑄工藝窗口三者結(jié)合運(yùn)用 P-Q圖技術(shù)是從能量守恒角度,通過(guò)壓力P和流量Q聯(lián)系起來(lái)分析壓鑄機(jī)、模具、鑄件之間的關(guān)系。壓鑄機(jī)為能量輸出端,模具為能量需求端,鑄件為壓鑄機(jī)和模具兩者共同作用的結(jié)果。當(dāng)壓鑄機(jī)輸出能量和模具需求能量相符時(shí),可得到理想的鑄件。反之質(zhì)量難以保證。 1、合理的P-Q圖 當(dāng)壓鑄機(jī)輸出的能量和模具需求的能量相符時(shí),即P-Q圖的設(shè)備線和模具線的交點(diǎn)在壓鑄工藝窗口內(nèi)部位置,見(jiàn)圖8,視為合理。
圖8:合理的P-Q圖 2、不合理的P-Q圖 當(dāng)壓鑄機(jī)輸出的能量和模具需求的能量不匹配時(shí),即P-Q圖的設(shè)備線和模具線的交點(diǎn)在壓鑄工藝窗口外部位置,見(jiàn)圖9,視為不合理。當(dāng)壓鑄機(jī)提供的壓射能量遠(yuǎn)小于模具需求量時(shí),鑄件可能出現(xiàn)冷隔等鑄造缺陷;當(dāng)壓鑄機(jī)提供的能量遠(yuǎn)大于模具需求量時(shí),可能出現(xiàn)漲型飛料、模具沖蝕、裂紋、粘模等缺陷。
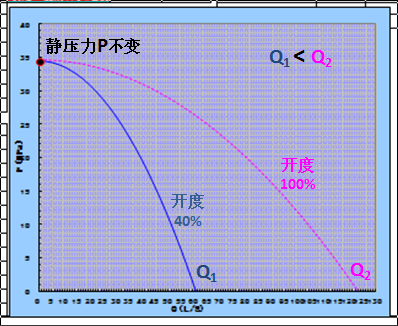
圖9:不合理的P-Q圖 四、P-Q圖優(yōu)化模具設(shè)計(jì)及壓鑄工藝的具體調(diào)整方法 1、P-Q圖的設(shè)備線的調(diào)整方法 調(diào)節(jié)速度控制閥的開(kāi)度 速度控制閥控制壓射速度的大小,其開(kāi)度%和速度v成正比關(guān)系。流量Q等于速度v和截面積A的乘積,所以控制閥開(kāi)度和流量成正比關(guān)系,而金屬靜壓力P不變,如圖10所示。
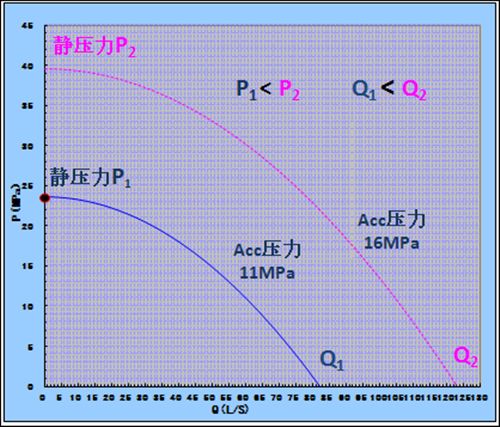
圖10:速度控制閥開(kāi)度對(duì)P-Q圖的影響圖 2、調(diào)節(jié)儲(chǔ)能Acc壓力 由式(2)可知,壓鑄機(jī)儲(chǔ)能Acc壓力與金屬靜壓力P、流量Q均為正比關(guān)系,其變化如圖11所示。
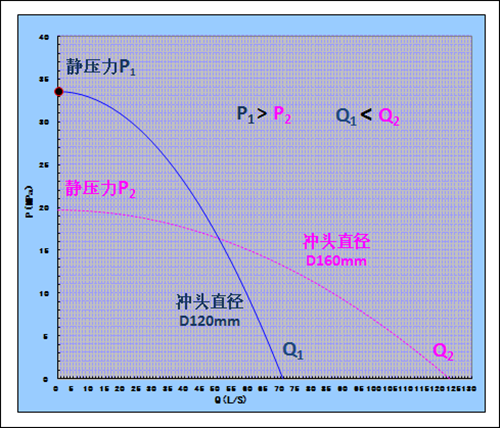
圖11:儲(chǔ)能Acc壓力對(duì)P-Q圖的影響 3、調(diào)整沖頭直徑 由式(2)可知,沖頭直徑和金屬靜壓力成反比關(guān)系,和流量Q成正比關(guān)系,如圖12所示。
圖12:沖頭直徑對(duì)P-Q圖的影響 4、P-Q的模具線的調(diào)整方法 由式(6)可知,內(nèi)澆口截面積Ag和壓力P為反比關(guān)系,流量Q為正比關(guān)系,如圖13所示。
圖13:內(nèi)澆口截面積Ag對(duì)P-Q圖的影響 五、濾波器腔體壓鑄件、模具及壓鑄機(jī)的相關(guān)工藝參數(shù) 1、壓鑄件 案例為濾波器大腔體鋁合金壓鑄件,如圖14所示,長(zhǎng)×寬×高:504mm×357mm×60mm,平均壁厚d=2.5mm,鑄件重量G=7200g,壓鑄鋁合金材料為ENAC-44300。鑄件壁厚不均勻,內(nèi)腔多處薄筋、孤立柱子等結(jié)構(gòu),較為復(fù)雜,壓鑄成型困難。
圖14:濾波器腔體鋁合金壓鑄件 2、壓鑄機(jī)噸位選擇
(8)式中,F(xiàn)鎖為鎖模力,T;K為產(chǎn)品投影面積加上澆排系統(tǒng)等全投影面積概算比率,取1.3;A為產(chǎn)品投影面積,cm2;P為鑄造壓力,MPa。此案例鑄件鑄造壓力取65MPa。 3、壓鑄工藝參數(shù)擬定 填充時(shí)間 (9)式中,t為填充時(shí)間,s;d為壁厚,mm;k=0.007。由式(9)得t=0.044s。取其范圍為40~50ms。 內(nèi)澆口速度及流量系數(shù)Cd 由鑄件壁厚、填充長(zhǎng)度、內(nèi)外質(zhì)量要求及圖15推薦值等綜合評(píng)估,取內(nèi)澆口速度約為50m/s,取其范圍為45~55m/s。考慮鋁液在澆注系統(tǒng)中的能量損失,取Cd=0.5。
圖15:壓鑄技術(shù)手冊(cè)推薦值 4、壓鑄模具 渣包重量的估算 渣包重量G渣=0.15×鑄件重量G鑄=0.15×7200g=1080g。 內(nèi)澆口截面積的選擇
(10)式中,A為沖頭截面積,mm2;G為鑄件及渣包重量,g;ρ為鋁液密度,g/cm3,取2.64g/cm2;ν為速度,m/s; t為填充時(shí)間,s。 沖頭直徑的選擇 根據(jù)5.1、5.3、5.4.1中的參數(shù),同時(shí)初步擬定壓射速度為4.5m/s,由式(10)可知沖頭截面積約為15840mm2,即沖頭直徑約為?142mm,故取沖頭直徑為?140mm。 六、用P-Q圖驗(yàn)證濾波器腔體的模具設(shè)計(jì)及優(yōu)化壓鑄工藝 依以上案例鑄件、模具及壓鑄機(jī)的相關(guān)參數(shù),可將式(2)和式(6)做出以下P-Q圖,如圖16所示。
圖16:濾波器腔體的P-Q圖 通過(guò)圖16可知,P-Q線的模具線和設(shè)備線交點(diǎn)在所需要的壓鑄工藝窗口內(nèi)部中間區(qū)域,說(shuō)明此模具設(shè)計(jì)方案合理。 經(jīng)圖16得知實(shí)際沖頭的壓射速度可在4.3~5.0m/s區(qū)間視鑄件實(shí)際情況進(jìn)行調(diào)整。在第一次試模時(shí),將實(shí)際的壓射速度調(diào)整為4.5m/s,鑄件成型良好,達(dá)到了一次試模成型成功的效果。并經(jīng)壓鑄、機(jī)加、氧化、噴粉、電鍍工序批量生產(chǎn)后,未發(fā)現(xiàn)因鑄件成型缺陷而引起的產(chǎn)品報(bào)廢。 在其他工藝參數(shù)及條件不變前提下,將壓鑄機(jī)實(shí)際的壓射速度調(diào)整為3.5m/s,鑄件遠(yuǎn)澆端內(nèi)腔筋位出現(xiàn)冷隔等不良,見(jiàn)圖17。圖18為實(shí)際壓射速度為3.5m/s的P-Q圖,設(shè)備線和模具線的交點(diǎn)在壓鑄工藝窗口外部位置,工藝參數(shù)不合理。
圖17:鑄件筋位冷隔
圖18:壓射速度為3.5m/s的P-Q圖 在其他工藝參數(shù)及條件不變前提下,將壓鑄機(jī)實(shí)際的壓射速度調(diào)整為5.5m/s,鑄件進(jìn)澆內(nèi)側(cè)壁燒付、粘缺嚴(yán)重,見(jiàn)圖19。圖20為實(shí)際壓射速度為5.5m/s的P-Q圖,P-Q圖的設(shè)備線和模具線的交點(diǎn)在壓鑄工藝窗口外部位置,工藝參數(shù)不合理。
圖19:燒付、粘缺
圖20:壓射速度為5.5m/s的P-Q圖 結(jié)論 (1)模具設(shè)計(jì)階段使用P-Q圖,特別是針對(duì)結(jié)構(gòu)復(fù)雜鑄件的模具設(shè)計(jì),可起到有效的指導(dǎo)及驗(yàn)證模具設(shè)計(jì)方案的壓鑄成型可行性及提高壓鑄工藝的靈活性。 (2)使用P-Q圖,可有效指導(dǎo)和優(yōu)化壓鑄高速填充階段的相關(guān)壓鑄調(diào)機(jī)工藝參數(shù)。 (3)在模具設(shè)計(jì)階段進(jìn)行P-Q圖進(jìn)行模擬試模,可明顯提高一次試模成功率。
作者:周奇 胡偉民 梁廣濤 |
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.jpg)

.jpg)
.jpg)