原標題:基于FLOW-3D的減震塔真空壓鑄工藝設計與優化
摘要:基于Flow-3D軟件,分析了工藝設計過程中,利用模擬分析軟件,經過多版模流的相互對比和分析,確定了減震塔鑄件產品成型優化的澆注系統方案,而根據這個方案模擬抽真空的狀態,經過模擬分析,預測其可能產生的缺陷,在模具上設計出相應的優化結構。
由于壓鑄技術日趨成熟,可通過調整壓鑄工藝和噴涂、冷卻、抽真空等輔助手段,實現鑄件的批量生產。隨著產品功能的多樣化以及性能要求的提高,對鑄件填充流態的要求也就越來越高。澆排系統的設計對鑄件質量的影響重大。隨著計算機技術在鑄造生產中的應用逐漸成熟,澆排系統的設計變得更加科學、高效,大大節省了試制周期及成本。基于鑄造模擬軟件,根據鑄造過程的模擬結果,可有針對性的調整液流走向,優化模具設計,提升產品質量,避免產品缺陷的產生。
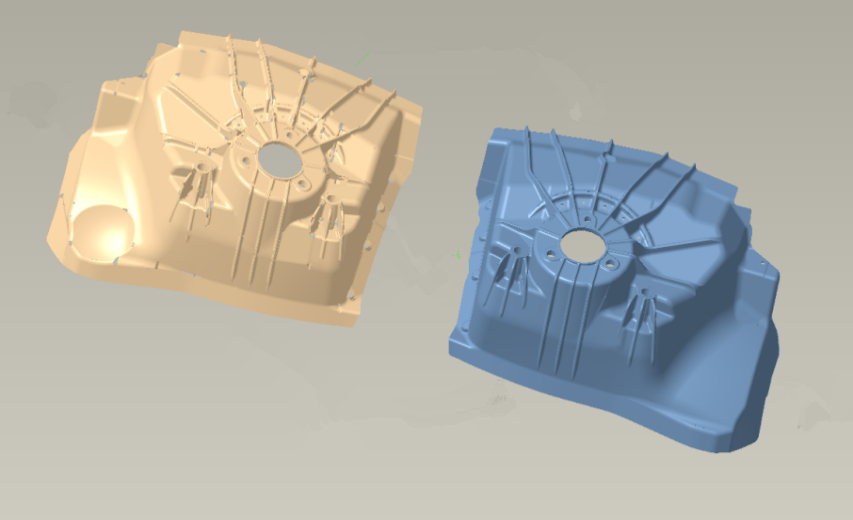
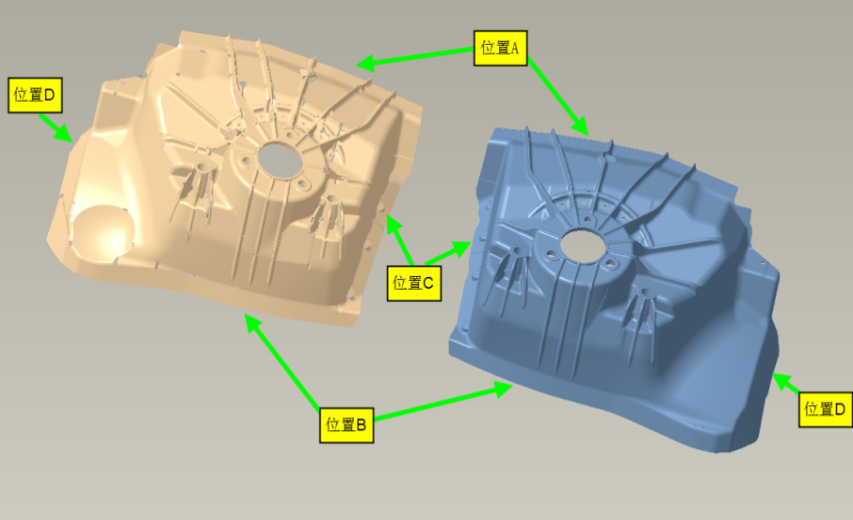
研究表明,T5處理后,高真空鑄件的伸長率可達到8.4%,T6處理后高真空鑄件屈服強度和伸長率分別達到了339.8 MPa和6.7%。為了獲得較搞的屈服強度和伸長率,汽車結構件通常都需要進行T5或T6處理。而由于熱處理溫度較高,因而對鑄件內部質量要求極高,模具上也需要引用抽真空的排氣技術減少產品內部氣縮孔問題。 本課題采用Flow-3D軟件,定性分析了鋁合金液流動的充型狀態與鑄件缺陷的分布,著重研究了梳形澆道、扇形澆道、集中進澆、分散進澆、長澆道與短澆道對充型流動狀態、充型溫度、充型速度、氣壓阻力與鑄件成形的關系;確定了鑄件的澆注系統與排氣系統,大大縮短了模具的開發周期。 一、利用Flow-3D選取進澆位置和確定產品擺位 1、鑄件結構分析 某汽車減震塔鑄件三維模型見圖1,其最大外形尺寸549 mm×408 mm×281 mm,鑄件投影面積:188 686 mm2,鑄件基本壁厚≥3 mm(局部有厚料位),鑄件成品質量為3.74 kg,鑄件收縮:1.0045。該鑄件內部品質要求較高,需進行T6處理。該鑄件對鋁液填充的順序性、連續性要求很高,所以通常會選擇一個側面進澆。分析鑄件結構可知,該鑄件不需要滑塊抽芯,理論上可選擇任意面進澆。位置C和位置D進澆位置不足,排除進澆可能。位置A和位置B通過初步觀察無法判斷優劣,需要通過Flow-3D模流分析判定最佳進澆面。
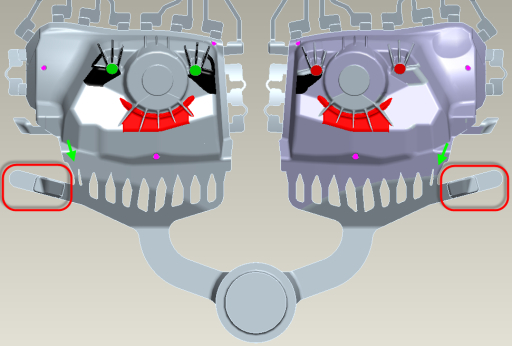
圖1:汽車減震塔三維模型及進澆位置示意圖 2、鑄件進澆面選擇 設計了兩條流道進行模流分析對比,其填充速度模擬結果見圖2。可以看出,從位置A進澆時,鋁液填充連續性較好,沒有出現紊流及卷氣;而從位置B進澆時,鋁液進入型腔后出現了紊流,填充連續性較差。這是因為從位置B進澆時,鋁液首先經過的鑄件型腔有幾級不同的高度,而且造型較復雜。而從位置A進澆時,鋁液首先經過的鑄件型腔較為平坦,只有兩側有兩處較小區域出現小局部高度差。因此,位置A進澆有較大優勢。
圖2:不同進澆位置填充速度模擬分析對比 二、 確定進澆位置后,通過模流分析優化澆排系統設計 1、方案1模擬分析 圖3為方案1的填充速度模擬圖,其中紅圈區域為包卷區域。可以看出,鑄件在兩側出、末端以及厚料區均存在一定程度的包卷,這可能會導致在該處形成氣縮孔等缺陷,還會影響后續的流態。產品外側出現包卷的原因是產品外側型位造型出現轉折,外側填充速度較快。末端卷氣的原因是兩側填充過快。產品中部厚料區域包卷嚴重的原因是兩側填充過快,鋁液流進中部厚料區域時不順暢。
圖3:方案1的填充速度模擬
2、方案2模擬分析
為解決上述問題,采取將內澆口收窄的措施,見圖4:采取該措施后,避開了產品轉折位置,降低了兩側的填充速度,從而實現填充流態的優化。
圖4:方案2的鑄件及澆注系統三維模型
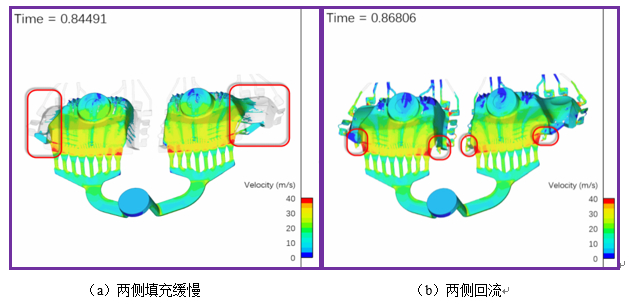
圖5為方案2的鑄件填充速度模擬。可以看出,鑄件外側包卷和末端包卷情況明顯改善。與方案1的填充過程相比,方案2的填充更順暢,但從整個流態看,方案2中兩側填充較遲,甚至出現回流現象。這種回流現象,對于結構件產品的填充而言是致命的,違反了結構件流道填充順序性和連續性的設計原則,所以方案2不合理。
圖5 :方案2的填充速度模擬
3、方案3模擬分析
圖6為鑄件外側鋁液和末端鋁液的填充方向示意圖。可以看出,方案1中鑄件外側填充過快是由于外側幾股鋁液由于慣性,首先將產品外側型位填滿,然后再向內部卷過來,包住還沒來得及排出的氣體。
圖6:方案1外側鋁液和末端鋁液的填充方向
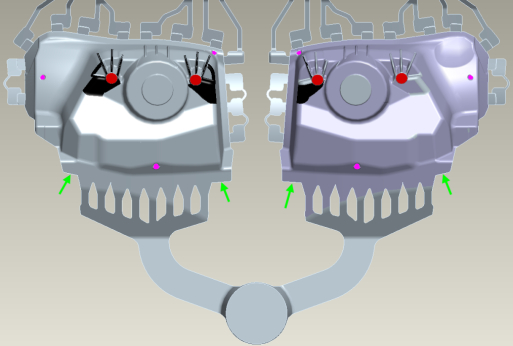
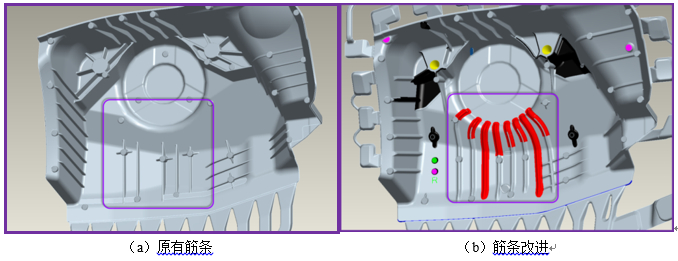
圖7為方案3的鑄件及澆注系統三維模型。可以看出,在鑄件外側增加了一緩沖段,緩沖橫流道的沖擊能量。對外側幾股鋁液起到降低速度和改變入射角度的作用。內澆口寬度和方案1相差不大,但外側兩個內澆口適當改小(見綠色箭頭)。此外,針對方案1中間厚料區域包卷較嚴重的問題,在鑄件內部增加筋條,將筋條連通到鑄件中部厚料區域。對鋁液起到一定的引流作用,改善厚料區域填充質量。改進方案見圖8。
圖7:方案3的鑄件及澆注系統三維模型
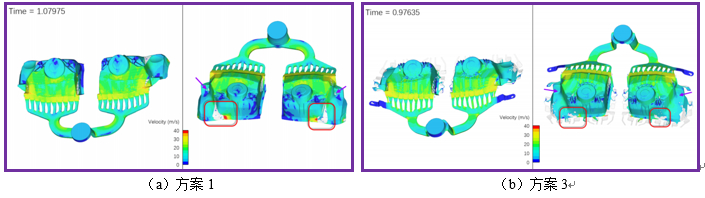
圖8:鑄件筋條改進 圖9為方案1和方案3的外側包卷和末端卷氣問題對比。可以看出,采用方案3后,鑄件卷氣問題得到明顯改善。
圖9:方案1和方案3卷氣情況對比 三、結合Flow-3D抽真空分析 1、結合沖頭模擬分析Ver3版本的兩個狀態 針對方案3,進行了兩種對比方案:腔內不抽氣;按實際生產情況。 圖10為壓射和抽真空參數圖。按相同的速度設置,是否抽真空的兩種狀態分析料筒內鋁液流態基本相同。圖11為沖頭移動模擬的結果。可以看出,料筒內鋁液平穩,未出現紊流。速度設置合理。
圖10:壓射和抽真空參數圖 圖11:方案3沖頭移動模擬結果 2、排氣槽分析 圖12為加入抽真空后的速度模擬。可以看出,排氣槽兩股鋁液幾乎同時到達交匯點,這種情況較理想,避免了封堵通道導致排氣不順暢的情況。
圖12:方案3加入抽真空后的填充速度模擬 3、速度對比和卷氣對比 圖13和圖14分別為抽真空前后的填充速度和卷氣模擬對比。可以看出,抽真空狀態,腔內填充效果和卷氣情況得到明顯改善。
圖13:方案3加入抽真空前、后的填充速度模擬對比
圖14:方案3版本加入抽真空前、后的填充卷氣模擬對比
四、缺陷預判和對策
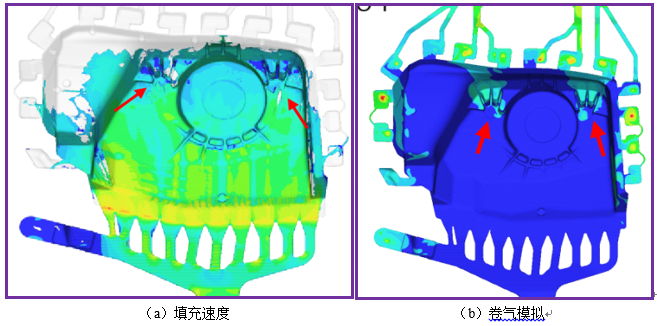
圖15分別為速度模擬和卷氣模擬分析得出的缺陷位置。可以看出,無論是速度分析還是卷氣分析,兩個懸置孔附近的填充效果不理想,出現鑄造缺陷的風險較高。而懸置孔的受力要求較高。可通過設置局部擠壓來改善。圖16為設置擠壓的兩個懸置孔。
圖16:填充速度和卷氣模擬的缺陷位置
圖17:擠壓懸置孔 五、 結語 經過多版模流的相互對比和分析,確定優化后鑄件的澆排方案,而根據這個方案模擬抽真空的狀態,經過模擬分析,預測其可能產生的缺陷,在模具上設計出相應的優化結構。該種方案在生產過程中得到驗證,效果良好。 作者:吳耀榮 岑偉明 鄧宇斌 梁富
廣州市型腔模具制造有限公司
|








.jpg)

.jpg)
.jpg)