.jpg) 圖1:3種具有不同下落式高度的模型 原標題:基于Flow-3D的鋁合金鑄件低壓鑄造充型過程卷氣行為研究 摘要:基于Flow-3D軟件對3種不同結(jié)構(gòu)的鑄件低壓鑄造充型過程進行數(shù)值模擬,分析了增壓速度和鑄件結(jié)構(gòu)對充型過程中卷氣量的影響。基于模擬結(jié)果,分別選擇卷氣最嚴重和充型最平穩(wěn)的兩種結(jié)構(gòu)的模型,進行生產(chǎn)試制,并對其進行了拉伸試驗研究,分析了卷氣含量對力學性能的影響。 隨著汽車輕量化的發(fā)展,鋁合金鑄件在汽車上應用越來越廣泛。汽車車身所應用的一些薄壁鑄件主要采用高壓鑄造,而一些復雜結(jié)構(gòu)的鑄件如輪轂、發(fā)動機缸體和缸蓋等多數(shù)采用低壓鑄造成形。低壓鑄造具有充型平穩(wěn)、速度可控,壓力下凝固利于補縮等特點。但是對低壓鑄造的充型過程不夠重視。近期,有研究者發(fā)現(xiàn),如果低壓鑄造過程中的增壓速度過快,導致金屬液充型速度超過臨界充型速度值(0.5 m/s),從而產(chǎn)生卷氣、卷渣缺陷,降低鑄件的力學性能。低壓鑄造充型過程中,增壓速度和鑄件的自身結(jié)構(gòu)都會對卷氣缺陷產(chǎn)生影響,因此,本課題通過數(shù)值模擬和試驗相結(jié)合,對3種不同結(jié)構(gòu)的平板型鑄件和不同的增壓速度進行了研究,明確了卷氣缺陷產(chǎn)生的原因,為低壓鑄造平穩(wěn)充型的工藝設(shè)計提供參考。 1 試驗方法 主要考察鑄件結(jié)構(gòu)和增壓速度對充型過程的影響,因此,設(shè)計了3種不同結(jié)構(gòu)的簡單模型,見圖1。鑄件的尺寸為280 mm×150 mm×30 mm,3個平板型鑄件中心位置分別具有不同高度的下落式(waterfall)結(jié)構(gòu),其下落高度分別為0、15和30 mm,以此來考察下落式結(jié)構(gòu)對鑄件質(zhì)量的影響。 采用Flow-3D軟件,對3種不同模型和不同充型壓力進行了模擬。應用軟件中的卷氣模型,對不同方案充型過程中的卷氣量進行分析。將這3種模型保存為STL文件,分別導入Flow-3D中,將鑄件網(wǎng)格剖分為500萬,鑄件材料為ZL101A,澆注溫度為700℃,根據(jù)軟件自帶數(shù)據(jù)庫,合金粘度為0.0019Pa•s,模具材料選取H13鋼,預熱溫度為250℃,針對這3種模型,依次輸入增壓速度為2000、1200、600和300Pa/s進行模擬,具體方案的編號見表1。
表1:不同模型和不同增壓速度的方案編號 根據(jù)模擬結(jié)果,選取卷氣量最大和最小的模型,進行生產(chǎn)試制。現(xiàn)場采用燃氣爐對ZL101A進行熔煉,用Al-10Sr和Al-5Ti-1B中間合金進行變質(zhì)和細化精煉,除氣工藝采取除氣轉(zhuǎn)子通入氮氣,進行旋轉(zhuǎn)噴吹除氣工藝,其中,鑄造過程的參數(shù)設(shè)計與模擬的參數(shù)設(shè)置一致,為保證鋁合金狀態(tài)一致,本試驗在一個坩堝內(nèi)完成。對成功生產(chǎn)的鑄件進行鑄態(tài)力學性能分析,每個鑄件取4個M6的拉伸式樣,取樣位置見圖2,每種模型分析6個鑄件,共24個拉伸樣品,拉伸試驗采用國際標準DIN EN ISO 6892-1。取力學性能最低的樣品,用SEM進行斷口分析,分析降低力學性能的根本原因。
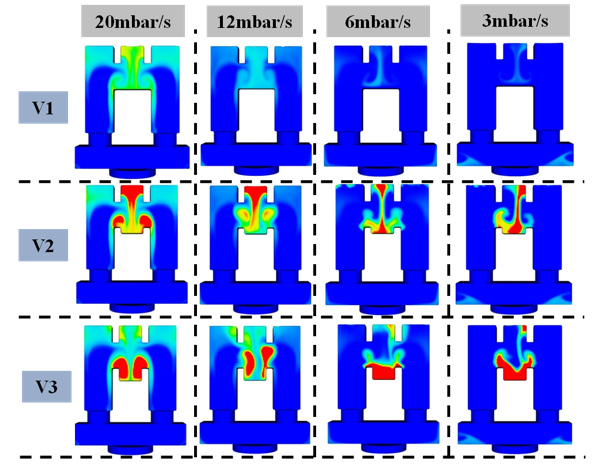
圖2:拉伸試樣取樣位置示意圖 2 試驗結(jié)果與討論 2.1 充型過程模擬結(jié)果 以V3.1方案為例,觀察充型過程中的卷氣的分布情況,見圖3。可以看出,充型時間為2.9 s時,金屬液平穩(wěn)上升;當充型到3.6 s時,金屬液進入下落(waterfall)區(qū)域,產(chǎn)生嚴重的湍流現(xiàn)象,卷氣嚴重;隨著充型過程繼續(xù)進行,下落區(qū)域產(chǎn)生的卷氣會隨著金屬液的上升而隨機分布到鑄件中。 圖4的模擬結(jié)果顯示了不同模型在不同增壓速度下充型完畢后的卷氣分布情況,可以看出,模型V1的卷氣較少,隨著增壓速度增加,卷氣量略有提高。而模型V2和V3,無論增壓速度增加與否,都有不同程度的卷氣產(chǎn)生,并且分布情況有差別。 為了明確增壓速度和下落結(jié)構(gòu)對卷氣量影響的大小,對各個方案的卷氣結(jié)果進行量化分析,將每種方案的卷氣量從Flow-3D中導出,見圖5。從卷氣量化分析結(jié)果可以看出,當沒有下落結(jié)構(gòu)時,卷氣量隨著增壓速度的增大而增加;當有下落結(jié)構(gòu)時,卷氣量隨著增壓速度的變化不明顯;同一種增壓速度下,增加下落結(jié)構(gòu)的高度,卷氣量會明顯增加。因此,鑄件中的下落結(jié)構(gòu)是影響卷氣量的首要因素,當沒有下落結(jié)構(gòu)時,增壓速度會影響卷氣量。
圖3:充型過程卷氣模擬結(jié)果
圖4:不同方案的卷氣模擬結(jié)果
圖5:不同方案的卷氣量結(jié)果 2.2 實際鑄件力學性能與斷口分析 針對V1模型和V3模型,采用同樣的充型壓力速度300 Pa/s,進行了生產(chǎn)試制,每種模型分別生產(chǎn)了12件,見圖6,可見鑄件質(zhì)量良好,輪廓清晰,選取其中6件進行拉伸試棒加工。
圖6:實際生產(chǎn)的鑄件
圖7:鑄件拉伸性能結(jié)果 通過拉伸試驗可以得到鑄件的抗拉強度和伸長率,見圖7。可以看出,沒有下落結(jié)構(gòu)的鑄件抗拉強度和伸長率比較穩(wěn)定,其抗拉強度平均值為191MPa,伸長率的平均值可以達到5.3 %;而具有30 mm 下落結(jié)構(gòu)的鑄件抗拉強度和伸長率都出現(xiàn)了一些比較低的值,其抗拉強度的平均值為178MPa,伸長率平均值僅為3.8%。選取帶有下落結(jié)構(gòu)中抗拉強度低于160MPa的試樣,對斷口進行SEM分析,見圖8。可以看出,在斷口表面,存在較大的卷入型氧化皮缺陷,結(jié)合模擬結(jié)果分析,其主要原因為下落結(jié)構(gòu)中產(chǎn)生了較為嚴重的卷氣行為。
圖8:斷口SEM分析結(jié)果 3 結(jié)論
(1)低壓鑄造充型過程中,下落式結(jié)構(gòu)是產(chǎn)生卷氣的主要原因,卷氣量隨著下落式結(jié)構(gòu)的高度增加而增大。
作者:孫晶瑩 樂啟熾 趙旭 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)