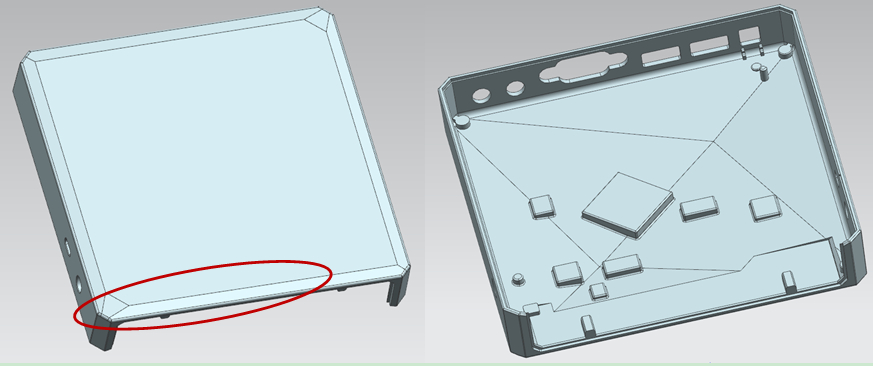
 原標題:基于云計算的路由器盒蓋半固態(tài)壓鑄工藝設計及優(yōu)化 摘要:對5G無線路由器盒蓋的半固態(tài)壓鑄工藝和模具進行了設計,利用智鑄超云——壓鑄領域專業(yè)CAE云平臺對其半固態(tài)流變壓鑄充型過程進行了數值模擬,優(yōu)選出了一種最佳的壓鑄工藝方案進行生產試驗。結果表明,利用云計算進行數值模擬能為工藝方案的評價和改進提供科學的依據,能縮短新產品的開發(fā)周期。根據模擬優(yōu)化的工藝方案設計制造的路由器盒蓋壓鑄模具,采用半固態(tài)壓鑄工藝生產出了合格的路由器盒蓋壓鑄件,壓鑄件無縮松、氣孔等缺陷。 半固態(tài)流變壓鑄技術與傳統(tǒng)壓鑄相比,具有成形溫度低、模具壽命長、充型更平穩(wěn)、組織更致密、產品品質好、可改善生產條件和環(huán)境等優(yōu)點,目前廣泛用于汽車、通信、電器、航空航天及醫(yī)療等領域。半固態(tài)漿料制備是流變壓鑄技術發(fā)展異常關鍵的一個環(huán)節(jié),目前國內外主要已發(fā)展有攪拌法、熱焓法、蛇形澆道法、剪切低溫澆注法等半固態(tài)漿料制備技術。然而,到目前為止,雖然半固態(tài)成形技術已經得到應用,但半固態(tài)成形技術無論在理論上還是技術上,都需要進一步完善與發(fā)展。 隨著模擬技術的發(fā)展,計算機數值模擬技術被廣泛應用到半固態(tài)壓鑄充型與凝固過程仿真的研究,通過對壓鑄生產過程的數值模擬,能較準確地對凝固過程中可能出現的缺陷進行預測。通過計算機數值模擬技術在鑄件生產中的應用,提高了鑄件質量,縮短了產品研制周期,節(jié)約了材料成本,取得了可觀的效益。 本課題針對鋁合金5G無線路由器盒蓋鑄件,采用智鑄超云——壓鑄領域專業(yè)CAE云平臺對該鋁合金盒蓋鑄件的壓鑄充填過程進行數值模擬,通過模擬對其工藝進行了優(yōu)化,根據工藝優(yōu)化結果進行模具的設計與制造。并以AlSi8鋁合金為原料,采用自主開發(fā)的勻加速料筒孕育半固態(tài)流變壓鑄工藝進行路由器盒蓋鑄件的生產試驗。 1、鑄件分析 圖1為某通信公司的5G無線路由器盒蓋,材質為AlSi8鋁合金。該鑄件最大外形尺寸為126 mm×126 mm×21 mm,壁厚不均勻,薄壁處約為2 mm,厚壁處約為7 mm。鋁合金密度為2.5g/cm3,臨界固相率為67. 5%,液相線溫度為615 ℃,固相線溫度為555 ℃,采用壓力鑄造工藝生產。
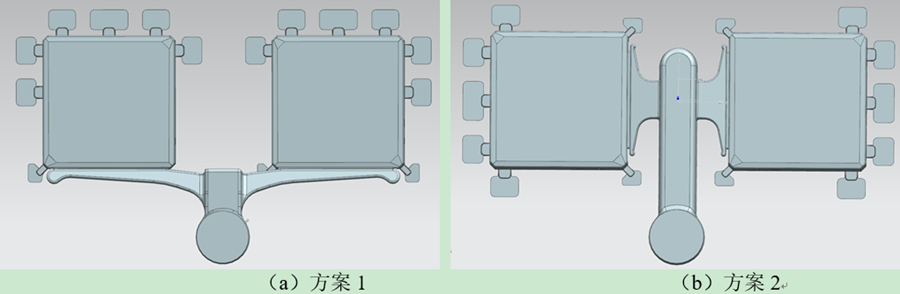
圖1:路由器盒蓋的三維圖 2、壓鑄工藝的設計 路由器盒蓋是殼體類鋁合金壓鑄件,其三面都有需要鑄出的孔,即需要采用三面抽芯機構,因此,只有將內澆口設置在沒有抽芯的一側,見圖1中圓圈標注位置。壓鑄機采用東洋BD-250V5,壓鑄件的投影面積為158 cm2,選擇一模兩腔,設計了兩種工藝方案,見圖2。 采用智鑄超云——壓鑄領域專業(yè)CAE云平臺進行數值模擬。先用三維造型軟件UG進行三維圖的造型并生成STL文件,然后上傳至智鑄超云的云計算平臺進行前置處理實現網格的自動剖分,對路由器盒蓋壓鑄件充型過程進行模擬。
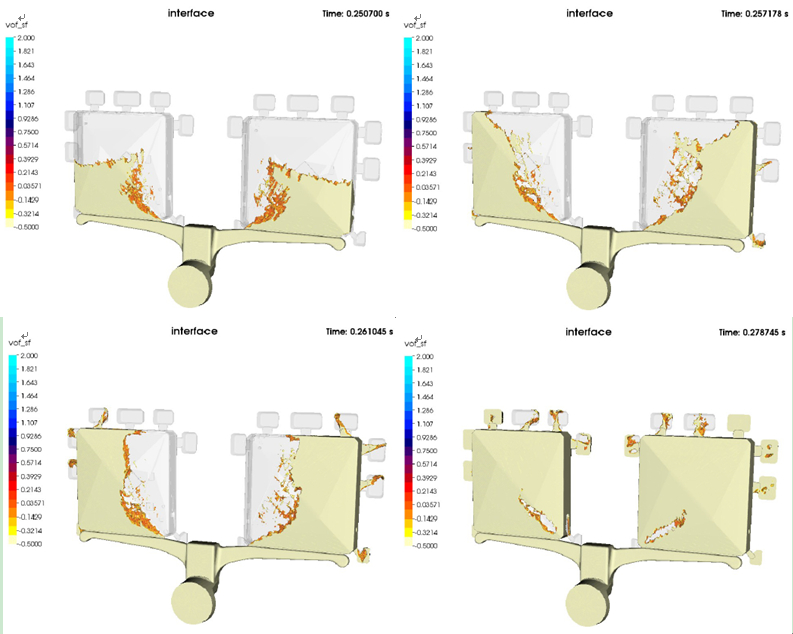
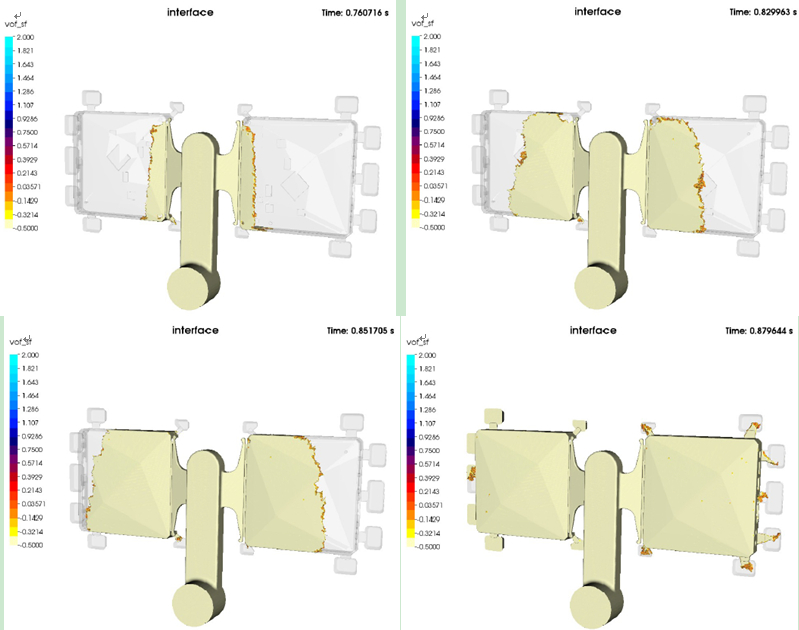
圖2:盒蓋鑄件壓鑄工藝方案 3、壓鑄工藝的數值模擬 方案1的充型過程數值模擬結果見圖3。可以看出,由于橫澆道和內澆口設置在型腔的下部,鋁合金熔體向上充填型腔進入型腔后,首先向兩側充填,并且在內側鋁合金熔體流動較紊亂,容易產生卷氣、夾雜等缺陷,見圖3a~圖3c。鋁合金熔體最后充填的部位在內側的下部角上,而且位于鑄件內部,不在溢流槽部位,使得前端冷污的鋁合金熔體無法進入溢流槽,從而留在鑄件內部,在該部位容易出現冷隔、氣孔和夾渣等缺陷,見圖3d。 方案2的充型過程數值模擬結果見圖4。可以看出,由于橫澆道位于兩個型腔的中間,內澆口設置在型腔的內側,鋁合金熔體進入型腔后,逐步從內側向兩側充填,鋁合金熔體流動平穩(wěn),沒有出現紊流,充填過程基本符合全壁厚填充理論。鋁合金熔體最后充填的部位在型腔兩端的最外鍘,而且在該部位設置了溢流槽,使得前端冷污合金熔體能夠進入溢流槽,從而可有效避免在鑄件內部形成卷氣、夾渣等缺陷。
圖3:方案1壓鑄充型過程的模擬結果
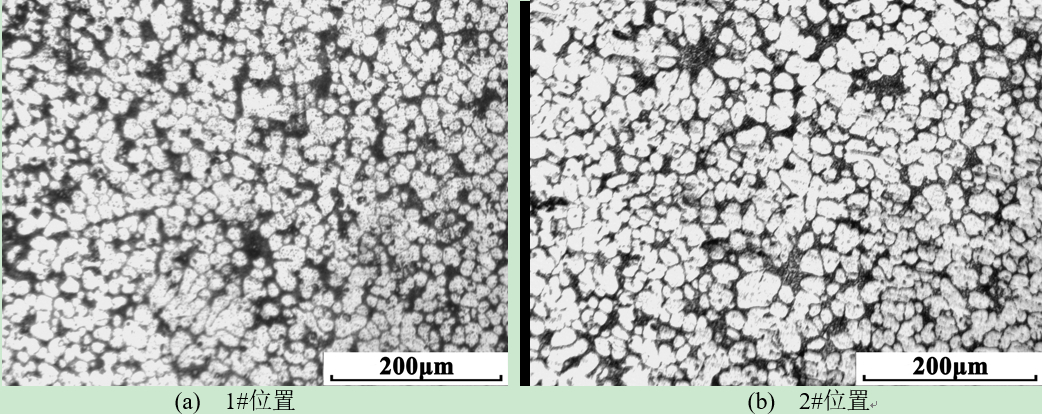
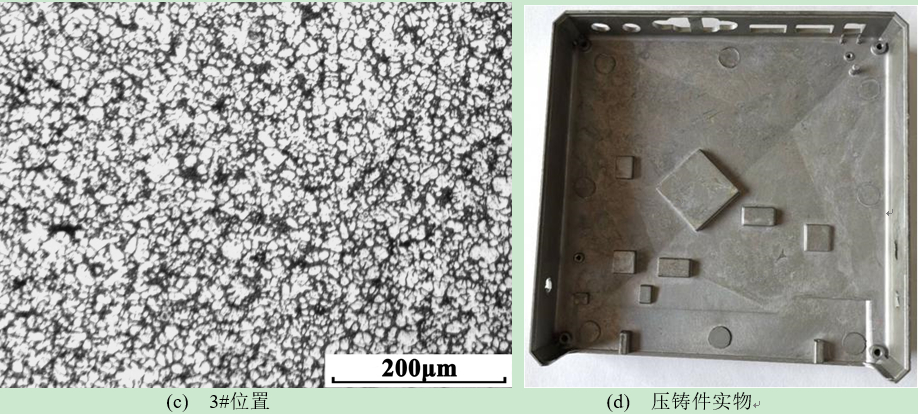
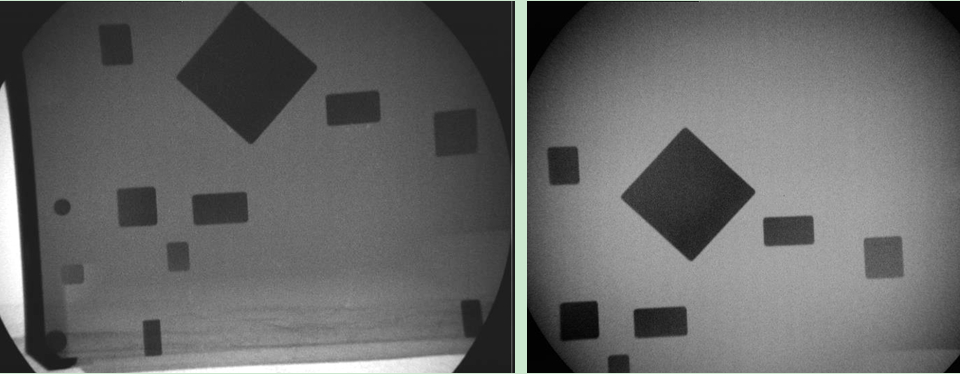
圖4:方案2壓鑄充型過程的模擬結果 4、生產驗證 采用方案2進行模具的設計和制造,并采用自主開發(fā)的勻加速料筒孕育半固態(tài)流變壓鑄工藝進行路由器盒蓋鑄件的實際生產試驗。鋁合金液出爐溫度為640 ℃,壓射沖頭在低速壓射階段采用勻加速壓射,壓射加速度約為0.86 m/s2,最高低速速度約為0.64 m/s,高速速度為2.0 m/s,模具預熱溫度約為200 ℃。圖5為路由器盒蓋半固態(tài)壓鑄件微觀組織與實物圖。可以看出,所有位置的組織中初生α-Al相大多呈近球狀,晶粒細小,分布均勻,具有較明顯的半固態(tài)組織特征。路由器盒蓋壓鑄件經200 oC×4 h時效熱處理后,其導熱系數達到165.3 W?m/K。流變壓鑄實驗獲得了外形輪廓清晰、表面光滑、尺寸精度高、無缺陷的無線路由器盒蓋壓鑄件,見圖5d。通過對該路由器盒蓋壓鑄件的X光透射探傷,結果表明壓鑄件內部無明顯縮松、縮孔、氣孔和氧化夾雜等缺陷,見圖6。
圖5:路由器盒蓋半固態(tài)壓鑄件微觀組織與實物圖
圖6:路由器盒蓋鑄件X射線探傷圖 5、結論 通過采用智鑄超云—壓鑄領域專業(yè)CAE云平臺對某公司路由器盒蓋的壓鑄工藝方案進行模擬分析及優(yōu)化,根據模擬優(yōu)化結果,確定了采用工藝方案2進行了實際模具設計、制造和實際試生產。通過自主開發(fā)的勻加速料筒孕育半固態(tài)流變壓鑄工藝進行實際生產,生產的壓鑄件經X光透射探傷,未發(fā)現縮孔、縮松、氣孔和夾雜等缺陷,其導熱系數達到165.3 W?m/K,品質達到了技術要求。
作者: 本文來自:《特種鑄造及有色合金》雜志2021年第41卷第05期 |
.jpg)

.jpg)
.jpg)