.jpg) 壓鑄工藝在目前的汽車零部件輕量化生產(chǎn)方面起著重要的作用。對于一些周邊設(shè)計為封閉形式的蓋類汽車用壓鑄鋁合金零件, 模具設(shè)計時無論選擇周邊何處作為進澆口, 均會對模具重要成形部位———密封槽位置造成沖蝕, 導(dǎo)致模具部分失效 (一般2萬模次左右) 。目前常用的對策方法是設(shè)計為鑲拼結(jié)構(gòu), 對易損部位更換處置。 結(jié)合實際生產(chǎn), 提出一種新型設(shè)計方案, 采用了三板模——雙中心進澆結(jié)構(gòu), 優(yōu)化了鎖模、限位等結(jié)構(gòu), 匹配壓鑄機臺部分功能, 使模具壽命有較大延長,現(xiàn)場生產(chǎn)效果顯著。某V8發(fā)動機鏈條蓋殼體,見圖1,材質(zhì)為A380鋁合金,密度為2.45g/cm³,輪廓尺寸為305.059mm×243.811mm×88.683mm,其質(zhì)量為0.83kg, 體積為309cm³, 表面積為856.03c㎡, 基本壁厚≥2.1mm, 鑄件收縮率為0.55%, 因為是密封槽結(jié)構(gòu), 有平面度要求。生產(chǎn)中發(fā)現(xiàn)由于壓鑄件結(jié)構(gòu)特殊, 內(nèi)澆口直沖壓鑄件的密封條安裝槽內(nèi)側(cè), 造成模具此處位置過早龜裂, 并導(dǎo)致壓鑄件上形成了凸起的龜裂紋,由于此處是安裝 密封條位置, 如果壓鑄件上有龜裂紋, 會對壓鑄件的密封有嚴(yán)重影響, 所以對此處的鑄件表面質(zhì)量有嚴(yán)格要求。經(jīng)分析試驗, 采用了中心進澆三板模結(jié)構(gòu)。針對壓鑄件的基本情況, 進行了初步設(shè)計。選擇遠(yuǎn)端進澆以減少對中心兩個型芯的直接沖蝕力度, 配合一般設(shè)計規(guī)范。圖2為初始設(shè)計方案。
圖1 零件三維圖
圖2 常規(guī)進澆方式
圖3 壓鑄件失效位置圖
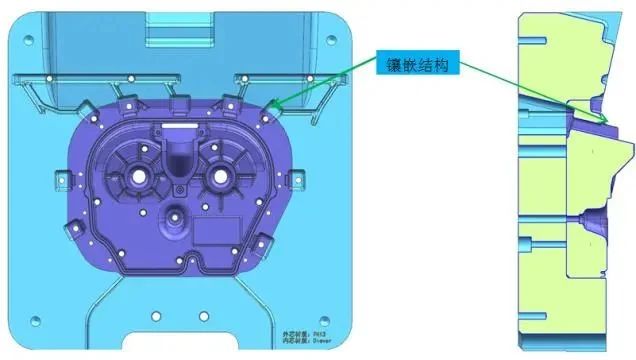
圖4 模具鑲嵌方式 經(jīng)過對壓鑄件的分析, 要避開密封槽的位置進澆, 壓鑄件上唯一可以選取的位置只有壓鑄件中間的兩個孔位, 而且壓鑄件的基本形狀呈圓形餅狀結(jié)構(gòu), 兩孔位在中間位置, 筋條呈輻射傘狀, 所以采用中心進澆對壓鑄件的排氣等都有非常好的效果, 因此決定采用雙中心進澆三模板的設(shè)計, 見圖5。
圖5 雙中心進澆三板模的設(shè)計方案
表1 優(yōu)化后主要設(shè)計參數(shù)
圖6 Flow-3D溫度場模流
圖7 Flow-3D速度場模流
圖8 模具簡圖
表2 兩模板和三模板生產(chǎn)效果對比 切刀材料材質(zhì)為H13, 硬度為HRC44~46, 刀口成45°角, 可避免粘鋁現(xiàn)象。彈性鎖模裝置鎖緊力為40kN, 避免動模板與定模移動板提前分離。模具的導(dǎo)柱與模板制作精度要高, 定模固定板、定模移動板、動模板需要同時配模, 合模油要分布均勻.模具安裝到壓鑄機上, 用手推動定模移動板, 需無明顯卡頓現(xiàn)象。
圖9 實際產(chǎn)品圖 兩板模結(jié)構(gòu)設(shè)計成熟, 機構(gòu)穩(wěn)定, 出品率高, 在實際生產(chǎn)中應(yīng)用廣泛。三板模主澆道提前分離結(jié)構(gòu)優(yōu)點是適用于各種圓形餅狀類產(chǎn)品, 只是結(jié)構(gòu)或樣式可能不同, 需根據(jù)實際情況設(shè)計, 該應(yīng)用打破了常規(guī)壓鑄方案進澆的思路, 大大提高了壓鑄工藝的適用范圍。
作者: |
.png)
.png)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.png)
.jpg)

.jpg)
.jpg)