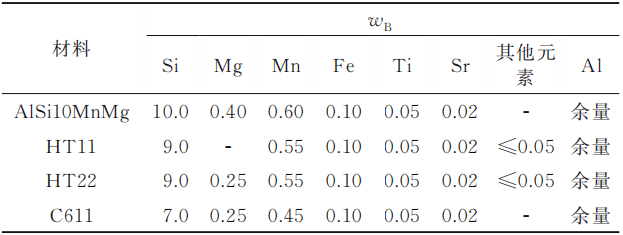
.jpg) 隨著一體化壓鑄的興起,越來越多的汽車結構件開始使用壓鑄鋁合金生產,其中最大的挑戰之一便是需要獲得高伸長率,尤其是在高強韌免熱處理材料領域。鋁合金鑄件力學性能的影響因素較多,按工藝順序可以分為3類:①合金成分,通過改變材料相組成、組織形貌、晶粒大小等調整材料性能;②鑄造工藝,包括鑄造方式、模具設計、熔煉、澆注方式、鋁料溫度、凝固和冷卻等多個環節,通過調整鑄件夾雜、氣孔和裂紋等內部品質影響鑄件性能;③熱處理工藝,不同的固溶、時效溫度、時間以及冷卻方式對鑄件的硬度、強度和韌性等性能有顯著影響。 研究發現,即便是同種材料和相同鑄造工藝,同一產品不同區域的力學性能也可能存在很大差異。對于性能較差的區域,難以通過調整鑄造工藝大幅提高其力學性能。對于相同的材料,在不同鑄件上,即便在相同區域取樣,所測得的力學性能仍有差異。本研究分析影響壓鑄件力學性能的因素,總結高強韌壓鑄鋁合金鑄件本體取樣力學性能與材料理想力學性能之間的差異,聚焦于高真空壓鑄結構件性能測試過程中伸長率的影響,通過深入分析平板模、試棒模以及實際結構件的力學性能,探討了材料成分對免熱處理合金的強韌作用,重點研究了取樣方式和鑄件結構設計對鑄件力學性能的影響。對高強韌鋁合金在測試過程中的試片類型、標距大小等關鍵因素進行分析,提供了獲取材料理想性能的測試方法與建議。此外,系統比較了傳統AlSi10MnMg熱處理材料、高強韌免熱處理材料在鑄件本體取樣與材料理想性能之間的波動偏差。旨在為高強韌免熱處理鋁合金鑄件的力學性能提高及測試方法提供參考。 圖文結果 選用了4種高強韌合金,其設計成分見表1。這些材料被用于壓鑄平板試樣和試棒,其中試棒標距為25 mm和50 mm。利用AlSi10MnMg合金和自主生產免熱處理HT11合金壓鑄生產了一款小型減震塔鑄件。其中AlSi10MnMg合金的T7熱處理過程在輥道式熱處理生產線上進行,具體工藝為:460 ℃×2.5 h固溶處理+風淬處理3.5 min+210 ℃×156 min時效處理。 圖1為試驗材料壓鑄的所用試棒、平板(一模兩腔)、減震塔(一模兩腔)鑄件模型,分別采用4 500、12 500、25 000 kN的壓鑄機生產。試棒除毛刺后可以直接拉伸測試,通過線切割加工制備平板和減震塔鑄件的拉伸試片,其標距為25 mm,尺寸見圖2,平板取樣厚度為3 mm,鑄件取樣試樣厚度取決于鑄件。在拉伸試驗前,試片的側面經過細砂紙打磨,直至表面粗糙度達到Ra≤5 μm。拉伸試驗在CMT5205拉伸試驗機上進行,拉伸速率為1 mm/min。依次使用400、800、1 500、2 000目的砂紙打磨金相試樣,采用SiC懸浮劑進行拋光處理,利用MDS400金相顯微鏡對試樣的微觀結構進行觀察和分析。
表1 試驗材料的化學成分(%)
圖1 試驗試棒、平板、減震塔的3D模型
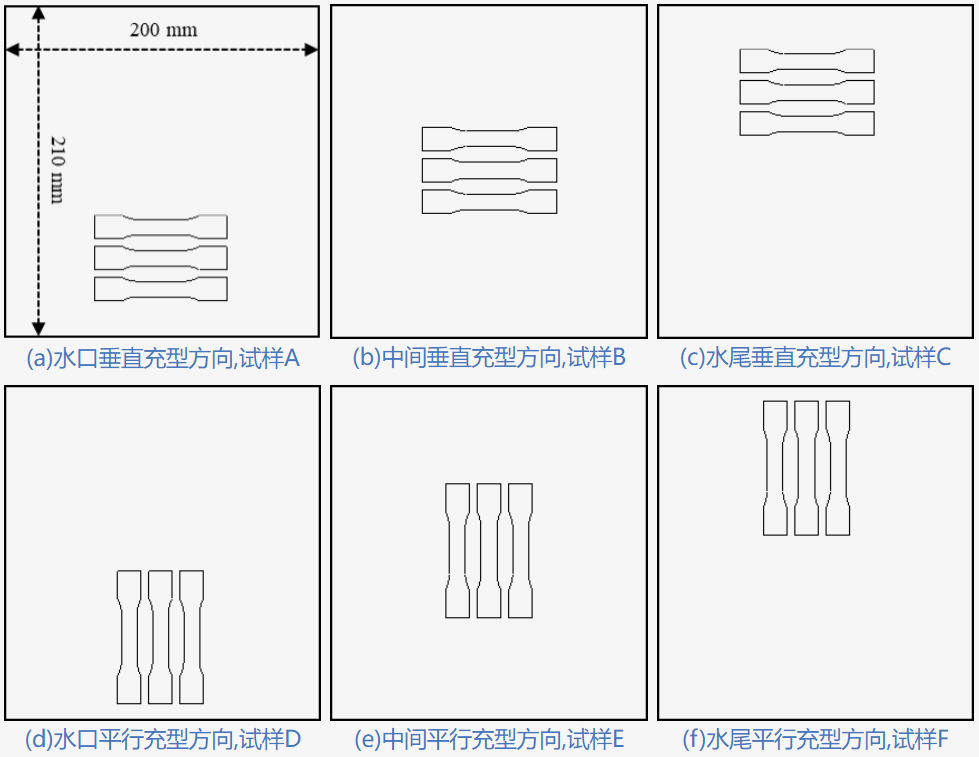
圖2 拉伸試樣尺寸 選用AlSi10MnMg平板,研究取樣方式對其拉伸力學性能的影響。試片分為2組:試片A、B、C垂直于平板主充型方向,試片D、E、F平行于平板主充型方向,取樣位置包括水口附近、平板中間以及水尾。圖3為6組不同取樣方式示意圖,其應力-應變曲線見圖4。圖5為不同取樣方式AlSi10MnMg平板鑄件的平均伸長率。可以看出,取樣方式對試樣強度影響并不明顯。伸長率的變化相較于強度更為顯著。在平行充型方向的中間位置(E組),獲得了最高的伸長率,達到9.42%;而在平行充型方向水尾位置(F組),伸長率則最低,為6.84%。
圖3 AlSi10MnMg合金平板取樣方式示意圖
圖4 不同AlSi10MnMg合金試片應力-應變曲線
圖5 AlSi10MnMg平板不同位置、方向取樣伸長率 隨著鋁液在型腔內的逐步填充,鋁液溫度會逐漸降低并凝固。鑄件在水口位置因溫度較高且均勻,在無卷氣、熱節時,內部品質通常優于其他位置;溫度越低,越易產生縮孔、冷隔等缺陷,內部品質通常較差,性能更低。然而,從圖5可見,設計的平板并不完全遵循這一規律。伸長率最佳的位置均出現在平板的中間,而非水口。這一現象與平板設計的特定因素緊密相關。圖6為平板外形、X光檢測和模流分析。從圖6a可以看出,試驗平板的內澆口經過減薄處理,導致鋁液在進入內澆口后能以較大的速度向前填充。盡管平板各處的凝固時間差異不大(見圖6c),鋁液在水口附近的填充順序卻存在先后差異(見圖6d),這使得垂直充型方向的鋁液填充不均勻,從而導致伸長率相對較差。在水尾位置,垂直方向的伸長率反而較高,這表明垂直方向劣于平行方向的規律并非固定不變。鋁液的凝固過程并不嚴格遵循順序凝固規律,在型腔內鋁液溫度的不一致性仍會導致先后凝固差異,對鑄件內部質量影響不顯著,見圖6b,但對力學性能,尤其是伸長率的影響頗為明顯。
圖6 平板外形、X光檢測和模流分析
圖7 平板水口、中間、水尾位置金相組織 表2為兩種試棒的力學性能。可以看出,標距的變化對抗拉強度和屈服強度的影響不明顯,但壓鑄試棒的標距越長,伸長率越低。這可以通過材料塑性變形模型解釋,見圖8。因材料在測試過程的拉伸條件并非理想的靜態拉伸,試棒的塑性變形并非理想的均勻變形,而是斷裂處附近的變形量更大,遠離斷裂點的位置則呈現出相對較小的變形量。特別是在標距(即平行段)較長的試棒中,變形量較小的區域占比較大,導致整體伸長率的平均值下降。而試棒的強度測試結果只與斷裂時的力與斷口截面積相關,因此標距長短對抗拉強度和屈服強度的影響相對有限。
表2 兩種標距試樣力學性能對比
圖8 不同試棒拉伸時的變形示意圖 平板取樣與試片伸長率差異與壓鑄件表面的細晶層有著密切的聯系。壓鑄試片四周均被細晶層所環繞,因其高應力敏感性承受更大的應力。此外,在相同收縮率下,試片矩形的尖角位置更易產生裂紋并迅速擴展。相較之下,平板取樣試片則具有更優的晶粒大小梯度組織。平板兩側是晶粒小的細晶層,使得鑄件呈現細-粗-細組織。當一側的細晶層出現裂紋時,裂紋的擴展會被中間的高韌性區域抑制,這種結構特征賦予了平板試片更優異的延展性。因此,在平板的合適位置進行取樣,能夠更準確地反映材料的理想力學特性,為材料的性能評估和應用提供更為可靠的依據。
表3 不同試樣的力學性能對比
表4 兩種減震塔鑄件本體取樣的力學性能對比 結論 (1)取樣方式 包括位置和方向,對鑄件本體取樣伸長率的影響顯著,而對強度的影響較小。在平板試驗中,性能最差的取樣方式測得的伸長率為最佳取樣方式的72.61%。在鑄件質量較差的區域,可通過優化取樣方向獲得較好的結果。 (2)制樣方式 包括截面類型和標距大小,影響鑄件力學性能測試的最終結果。標距較短的試樣具有更高的伸長率,圓形截面壓鑄試棒表現出較高的伸長率和較低的強度,而矩形截面壓鑄試棒則具有較低的伸長率和較高的強度。此外,壓鑄平板的力學性能表現不均勻,其中性能較好的位置更能代表該材料壓鑄件的理想性能水平。 (3)同一種材料的理想性能與壓鑄件本體性能在伸長率方面存在明顯差異。壓鑄件的力學性能標準通常低于該材料的理想性能水平,特別是與試片級測試數據相比。鑄件伸長率的標準值設定為在壓鑄工藝達到最佳狀態,即鑄件無明顯氣孔、冷料等缺陷時的最小值,通常為理想性能的50%~70%。 (4)對于高強韌壓鑄鋁合金材料,在鑄態下實現伸長率平均值達到10%是可行的,但考慮到實際鑄件的全區域性能,將目標伸長率設定為≥8%附近更為合理。同時,根據鑄件不同位置的實際連接需求,可以對高強韌免熱處理材料的伸長率要求進行區域性的調整 本文作者:
黃華 朱宇 林韻 趙少亮 鄧杏堅 黃熙泰 林宇飛 萬里 本文來自:《特種鑄造及有色合金》雜志,《壓鑄周刊》戰略合作伙伴 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.jpg)
.png)
.png)
.jpg)

.jpg)
.jpg)