.jpg) 仿真軟件作為一個(gè)有價(jià)值的工具,可以幫助設(shè)計(jì)人員和工程師了解鑄造過程的細(xì)節(jié),使他們能夠以比競(jìng)爭(zhēng)對(duì)手更快,并以更低的成本持續(xù)創(chuàng)造高質(zhì)量的鑄件。在高壓鑄造中,使用仿真軟件以幫助設(shè)計(jì)更好的澆注系統(tǒng),將金屬送入鑄件,改進(jìn)壓室頂部由于紊流引起的卷氣,并確定最有效的溢流位置,等等。在本文中,我們將著眼于如何縮短零件的脫模時(shí)間以減少工藝時(shí)間。 料柄是我們需要努力改善的地方,因?yàn)樗氰T件最后凝固的位置,因此決定了零件什么時(shí)候可以被頂出。所以,如果我們可以減少料柄的凝固時(shí)間,那么我們可以減少整個(gè)工藝時(shí)間。一種方法是通過增加與金屬液的接觸面積的量來去除更多從金屬液到壓射前端的熱量。雖然在這種情況下并不完全適用,但這種方法的基礎(chǔ)最容易用穩(wěn)態(tài)對(duì)流方程顯示,如下所示。
在這個(gè)等式中,Q是熱流量,h是對(duì)流傳熱系數(shù),?T是金屬液和壓射沖頭的溫差,而A是金屬液和壓射前端接觸的表面積。如今市場(chǎng)上有不同形狀的沖頭,用于增加與金屬液接觸的表面積,如圖1所示。
圖1:大小和表面積不同的沖頭[1] 另一種增加料餅散熱量的方法是調(diào)節(jié)料柄中金屬液和和壓射沖頭之間的溫差。這是通過向壓射前端添加冷卻管線完成的,如圖2所示。這種方法的主要缺點(diǎn)是增加了活塞組件的復(fù)雜性。
圖2:壓射沖頭的冷卻[2] 新設(shè)計(jì) 對(duì)于本文,使用FLOW-3D CAST分析了新的沖頭設(shè)計(jì), 并與標(biāo)準(zhǔn)的未修改的圓柱形沖頭進(jìn)行了比較。如圖3所示,改進(jìn)的沖頭,由末端為星形切口的圓柱形沖頭組成,比未修改的壓射沖頭多20%以上的表面積。這兩個(gè)沖頭都不會(huì)進(jìn)行水冷分析。
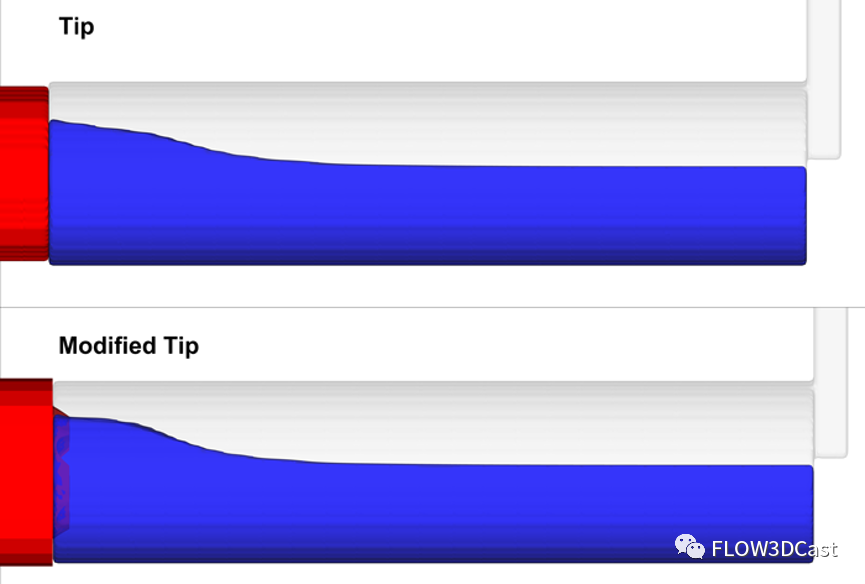
圖3:修改過的的形沖頭狀可以增加20%的面積 分析 針對(duì)每個(gè)沖頭設(shè)計(jì)設(shè)置運(yùn)行填充(包括沖頭運(yùn)動(dòng))和凝固(無流動(dòng))的模擬; 所有其他參數(shù)在兩種情況下都是相同的。主要有兩個(gè)相關(guān)的結(jié)果:填充過程中的流態(tài)和總體凝固時(shí)間。填充過程中的流態(tài)非常重要,因?yàn)槿绻麤_頭設(shè)計(jì)會(huì)引起碎波和卷氣,那么沖頭或壓室輪廓將不得不重新設(shè)計(jì)。 第一個(gè)比較是壓室中的的流態(tài),如圖4所示。該圖顯示了在改進(jìn)和為改進(jìn)的沖頭的壓室期間流體的圖像,并且可以看到?jīng)_頭的形狀不會(huì)顯著影響流態(tài)。由于對(duì)壓室輪廓影響不大,我們可以關(guān)注凝固。
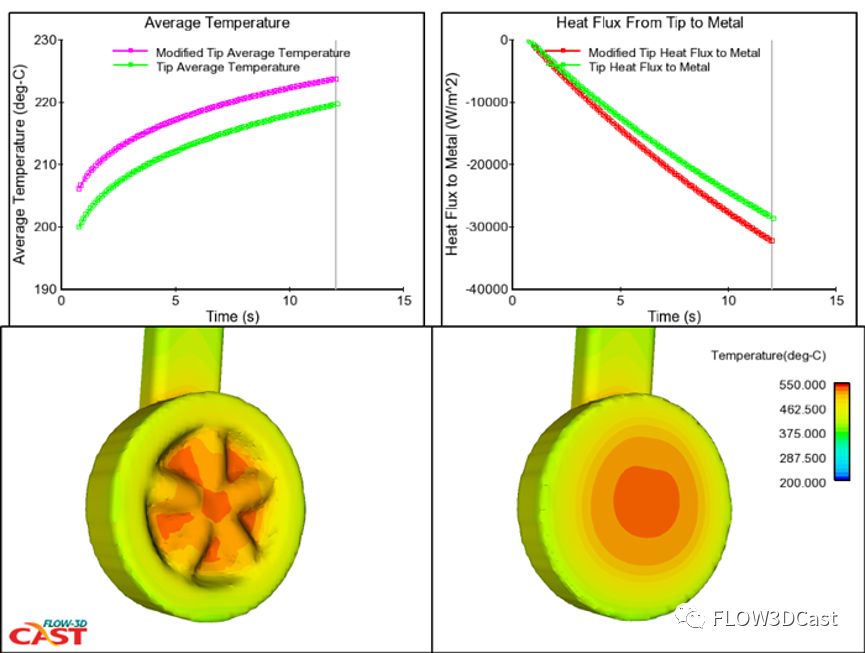
圖4:兩個(gè)沖頭壓室中的流態(tài) 第二個(gè)比較是凝固時(shí)間。圖5顯示了沖頭的平均溫度與時(shí)間的函數(shù)關(guān)系,從金屬液到?jīng)_頭的熱流隨時(shí)間的變化,以及提取時(shí)液態(tài)金屬的溫度分布。
圖5:上面的時(shí)間圖顯示了左上角的沖頭平均溫度和右上角金屬液到 從圖5中可以看出,曲線圖顯示,改進(jìn)沖頭的平均溫度較高,因?yàn)樗鼜慕饘僦刑崛×烁嗟臒崃俊_@也顯示在熱流圖中; 注意表示能量消除的負(fù)值。圖表下面的圖像顯示了料柄和壓射沖頭界面處的液態(tài)金屬。數(shù)據(jù)顯示,使用改進(jìn)沖頭的散熱量增加了12.7%。 結(jié)論 沖頭設(shè)計(jì)確實(shí)對(duì)鑄件的凝固時(shí)間有明顯影響。仿真軟件提供了一種分析其影響并使用這些知識(shí)優(yōu)化工藝參數(shù)的方法。 文章由Hellebusch Tool & Die公司的Eugene Moore提供 |

.jpg)
.jpg)
.jpg)

.jpg)
.jpg)